尋媶僥乕儅:乽挻嫮壛岺偵傛傞揝峾嵽椏偺僫僲寢徎壔乿
1.丂寢徎棻旝嵶壔偺偨傔偺廬棃偺帋傒
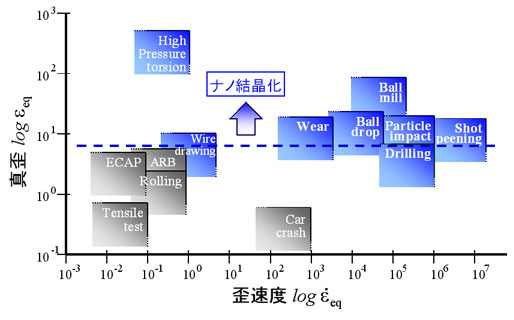
嬥懏嵽椏偺暘栰偵偍偄偰丄屆偔偐傜寢徎棻旝嵶壔偺搘椡偼峴傢傟偰偒傑偟偨丅恾1偼丄
庬乆偺旝嵶寢徎棻嶌惢朄傪寢徎棻宎偺戝偒偝偱傑偲傔偨傕偺偱偡丅揝峾嵽椏偺暘栰偱
偼丄惂屼埑墑翍瑮鈰p側偳偺TMCP乮Thermo-mechanical Controlled Process乯媄弍偑
奐敪偝傟丄僼僃儔僀僩偺寢徎棻傪5兪m掱搙傑偱旝嵶壔偟偨嵽椏偑幚梡壔偝傟偰偄傑偡丅
2000擭慜屻偵峴傢傟偨僗乕僷乕儊僞儖僾儘僕僃僋僩傗挻揝峾僾儘僕僃僋僩偱偼丄TMCP偺
尨棟傪偝傜偵敪揥偝偣丄寢徎棻宎1兪m偺嵽椏偺嶌惢曽朄偑奐敪偝傟傑偟偨丅嵟嬤偱偼丄
ECAP乮Equal Channel Angular Pressing乯丆ARB乮Accumulative Roll Bonding乯丆懡幉
埑弅側偳偺嫮壛岺朄偵傛傝丄尋媶幒儗儀儖偱僒僽儈僋儘儞僒僀僘乮> 100 nm乯偺旝嵶寢
徎棻嵽椏偑嶌惢偝傟偰偄傑偡丅
巹偨偪偺尋媶幒偱偼丄偝傜偵旝嵶側寢徎棻傪傕偮僫僲寢徎嵽椏乮寢徎棻宎100 nm埲壓乯
偺奐敪傪峴偭偰偄傑偡丅偙傟傑偱偵巹偨偪偼恾2帵偡庬乆偺嫮壛岺朄偵傛傝丄僫僲寢徎嵽
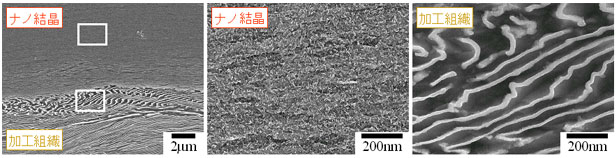
椏偺嶌惢偵惉岟偟偰偄傑偡丅堦椺偲偟偰丄僔儑僢僩僺乕僯儞僌偵傛傝昞柺偑僫僲寢徎壔
偟偨宂慺峾乮Fe-3.3%Si乯傪恾3偵帵偟傑偡丅
佀丂偝傜偵徻偟偄撪梕偼丂偙偪傜丂傊丂仸岺帠拞
丂恾1丂庬乆偺旝嵶寢徎棻嶌惢朄丏
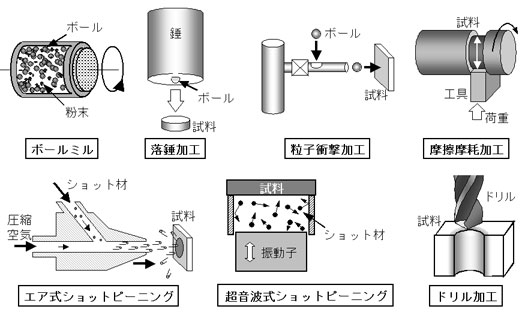
丂恾2丂僫僲寢徎嵽椏嶌惢偺偨傔偺嫮壛岺曽朄丏
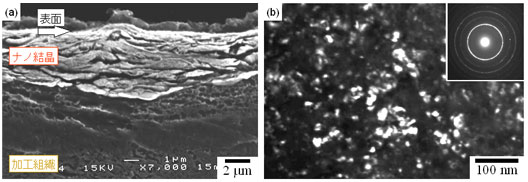
丂恾3丂僔儑僢僩僺乕僯儞僌乮僔儑僢僩嵽: Fe-1.0C, 50兪m, 搳幩懍搙: 190 m/s乯屻偺
宂慺峾乮Fe-3.3%Si乯丏(a) SEM幨恀乮搳幩帪娫10 s乯丆(b) TEM幨恀乮埫帇栰憸乯
乮搳幩帪娫60 s乯丏
2.丂僫僲寢徎偺摿挜
恾2偵帵偟偨庬乆偺嫮壛岺朄偵傛傝嶌惢偟偨僫僲寢徎揝峾嵽椏偵偍偄偰丄師偺嫟捠揰偑
偁傞偙偲偑柧傜偐偲側傝傑偟偨丅
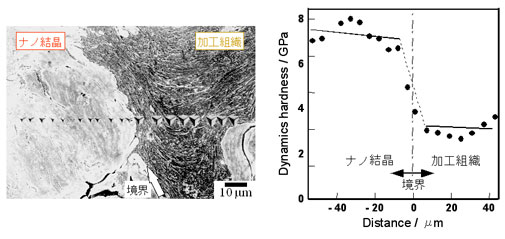
丂丂1乯 僫僲寢徎椞堟偼椬愙偡傞壛岺慻怐椞堟偲柧椖側嫬奅傪傕偮偙偲乮恾4, 恾5乯
丂丂2乯 僫僲寢徎椞堟偺峝偝偼6 GPa埲忋偲嬌傔偰崅偄偙偲乮恾5, 恾6乯
丂丂3乯 從撦乮600亷, 1 h乯屻偵偍偄偰傕棻宎100 nm埲壓偺僫僲寢徎慻怐傪曐偮偙偲乮恾4乯
丂丂4乯 弶婜慻怐偵僙儊儞僞僀僩傪娷傓応崌丄僫僲寢徎壔偵敽偭偰僙儊儞僞僀僩偑暘夝偡傞偙偲乮恾7乯
傑偨丄僫僲寢徎嵽椏偼崅峝搙乮崅嫮搙乯偺懠偵丄埲壓偵帵偡庬乆偺摿惈岦忋偑婜懸偝傟傑偡丅
丂丂1乯 懴杸栒惈偺岦忋
丂丂2乯 旀楯嫮搙偺岦忋
丂丂3乯 懴怘惈偺岦忋
丂丂4乯 奼嶶懍搙偺憹壛丂丂丂側偳
佀丂偝傜偵徻偟偄撪梕偼丂偙偪傜丂傊丂仸岺帠拞
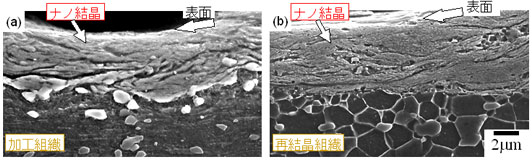
丂恾4丂僔儑僢僩僺乕僯儞僌乮僔儑僢僩嵽: Fe-1.0C, 50兪m, 搳幩懍搙: 190 m/s乯屻偺嫟
愅峾乮Fe-0.80%C, 媴忬僙儊儞僞僀僩慻怐乯丏(a) 僔儑僢僩僺乕僯儞僌傑傑丆(b) 僔儑僢
僩僺乕僯儞僌屻從撦乮600亷, 1 h乯丏
丂恾5丂50帪娫儃乕儖儈儕儞僌屻偺弮揝暡枛乮Fe-0.03%C乯偺峝偝曄壔丏
丂丂丂丂丂丂丂丂丂丂丂
丂恾6丂儃乕儖儈儖偵傛傝嶌惢偟偨僫僲寢徎扽慺峾偺峝偝偺扽慺擹搙曄壔丏斾妑偺偨傔儅儖
僥儞僒僀僩乮從擖傟傑傑嵽偲540亷從栠偟嵽乯偺峝偝傪帵偡丏
丂恾7丂棊悗壛岺乮崅偝: 1 m, 悗: 5 kg, 夞悢: 8夞乯屻偺嫟愅峾乮Fe-0.80%C, 僷乕儔僀僩
慻怐乯丏
3.丂嫮壛岺朄偵傛傞僫僲寢徎壔偺偨傔偺壛岺忦審
僫僲寢徎慻怐傪摼傞偨傔偺壛岺忦審偼枹偩柧傜偐偲側偭偰偄傑偣傫丅偟偐偟側偑傜丄僫僲
寢徎壔偑妋擣偝傟偨庬乆偺嫮壛岺朄偵偍偗傞壛岺忦審傪斾妑偟偨寢壥丄戝榗傒傪梌偊傞偙
偲偑廳梫偱偁傞偙偲偑柧傜偐偲側傝傑偟偨丅偦偺榗検偼壛岺曽朄傗帋椏偵埶懚偟傑偡偑丄
揝峾嵽椏偺応崌丄恀榗7埲忋偲峫偊傜傟傑偡乮恾8乯丅
佀丂偝傜偵徻偟偄撪梕偼丂偙偪傜丂傊丂仸岺帠拞
丂恾8丂庬乆偺嫮壛岺朄偵傛傞僫僲寢徎壔偲榗検c懍搙偺娭學丏
4.丂嫮壛岺朄偵傛傞僫僲寢徎壔偺儊儕僢僩
嫮壛岺朄偵傛傞僫僲寢徎壔偼丄慜崁乮3. 嫮壛岺朄偵傛傞僫僲寢徎壔偺偨傔偺壛岺忦審乯偱
弎傋偨偲偍傝丄戝榗傪梌偊傞偙偲偑廳梫偱偁傝丄庬乆偺嬥懏嵽椏乮Al, Ti, Mg側偳乯偵揔
梡偡傞偙偲偑壜擻偱偡丅傑偨丄廬棃偺嫮壔朄偺傛偆偵揧壛尦慺傗擬張棟偑晄梫側偨傔丄崅
儕僒僀僋儖惈丆徣帒尮壔丆徣僄僱儖僊乕壔丆徣僾儘僙僗壔偑婜懸偱偒傑偡丅崱擔丄娐嫬曐
慡偺廳梫惈偑尵傢傟偰偍傝丄嫮壛岺朄偵傛傞僫僲寢徎壔媄弍偼崱屻偝傜偵拲栚偝傟傞媄弍
偲巚傢傟傑偡丅
佀丂偝傜偵徻偟偄撪梕偼丂偙偪傜丂傊丂仸岺帠拞
仼尋媶僥乕儅偺儁乕僕偵栠傞
仼嵽椏婡擻惂屼尋媶幒儊僀儞儁乕僕偵栠傞